Metal Injection Moulding (MIM) Forno de Extração - EBO
 Forno de Extração - EBO")
 Forno de Extração - EBO")
- Temp. Máx.: 150 °C
- Volume: 120 to 250 litres
-
Para desvinculação catalítica
- Detalhes do produto
Moldagem por Injeção de Metal (MIM) é uma técnica de fabricação moderna que envolve a injeção de uma “matéria-prima” em moldes para criar componentes metálicos de formas complexas. A Carbolite Gero oferece fornos e estufas especificamente otimizados para as etapas do processo de tratamento térmico exigidas por esta aplicação.
Moldagem por Injeção de Metal (MIM) é uma técnica de fabricação que envolve a injeção de uma “matéria-prima” em moldes para criar componentes de formato complexo com alta taxa de reprodutibilidade. A matéria-prima é uma mistura de metal em pó e um aglutinante polimérico que mantém o material unido. Antes que os componentes possam ser usados, o ligante deve ser removido e a estrutura interna da peça reforçada; isso é conseguido submetendo os componentes aos processos de tratamento térmico de desvinculação e sinterização em uma estufa ou forno.
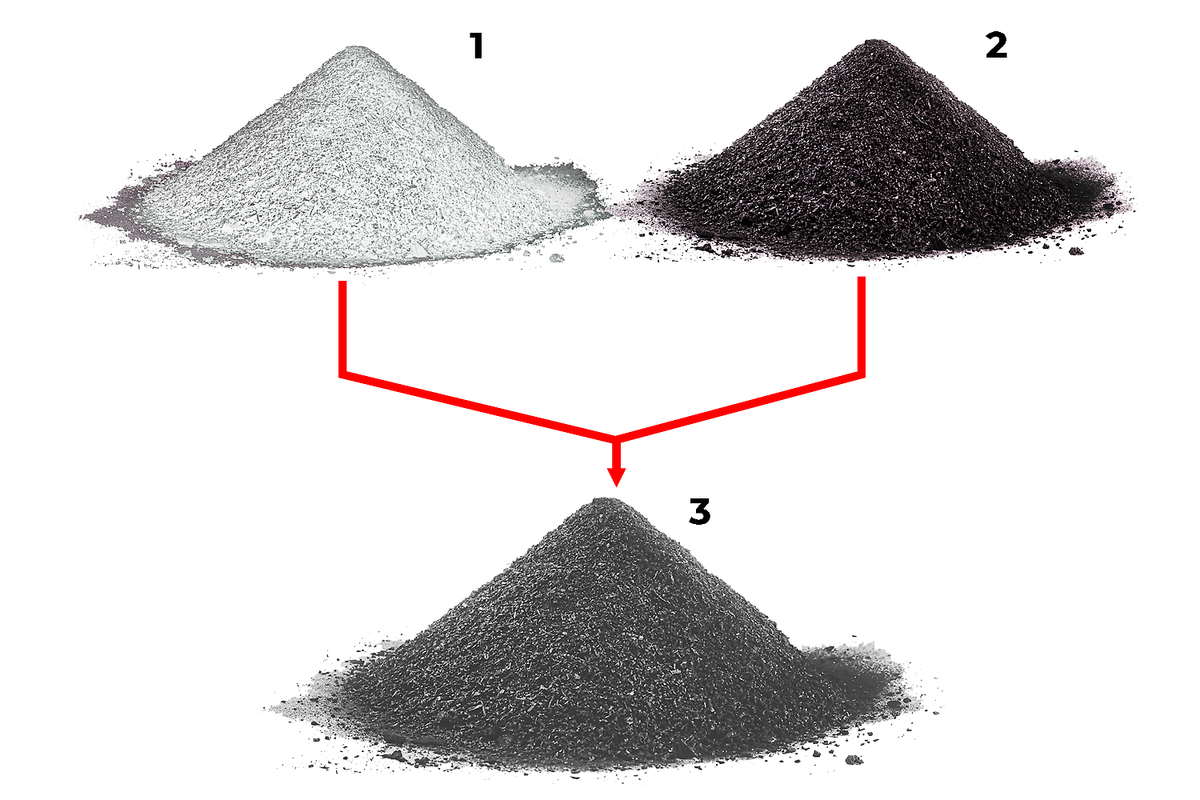
Aglutinante (1) e pó metálico (2) são combinados para formar a matéria-prima (3)
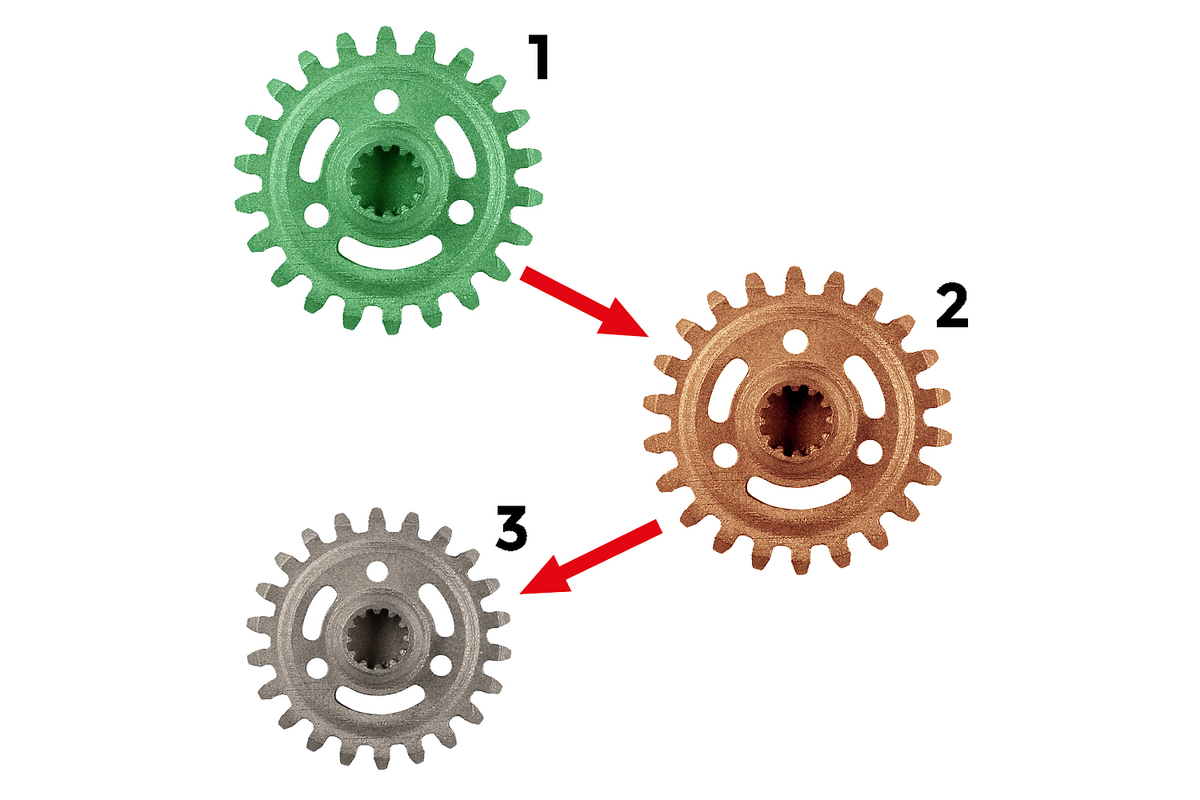
Parte verde (1) formada por injeção de metal, parte marrom (2) após remoção do ligante e parte acabada (3) após sinterização
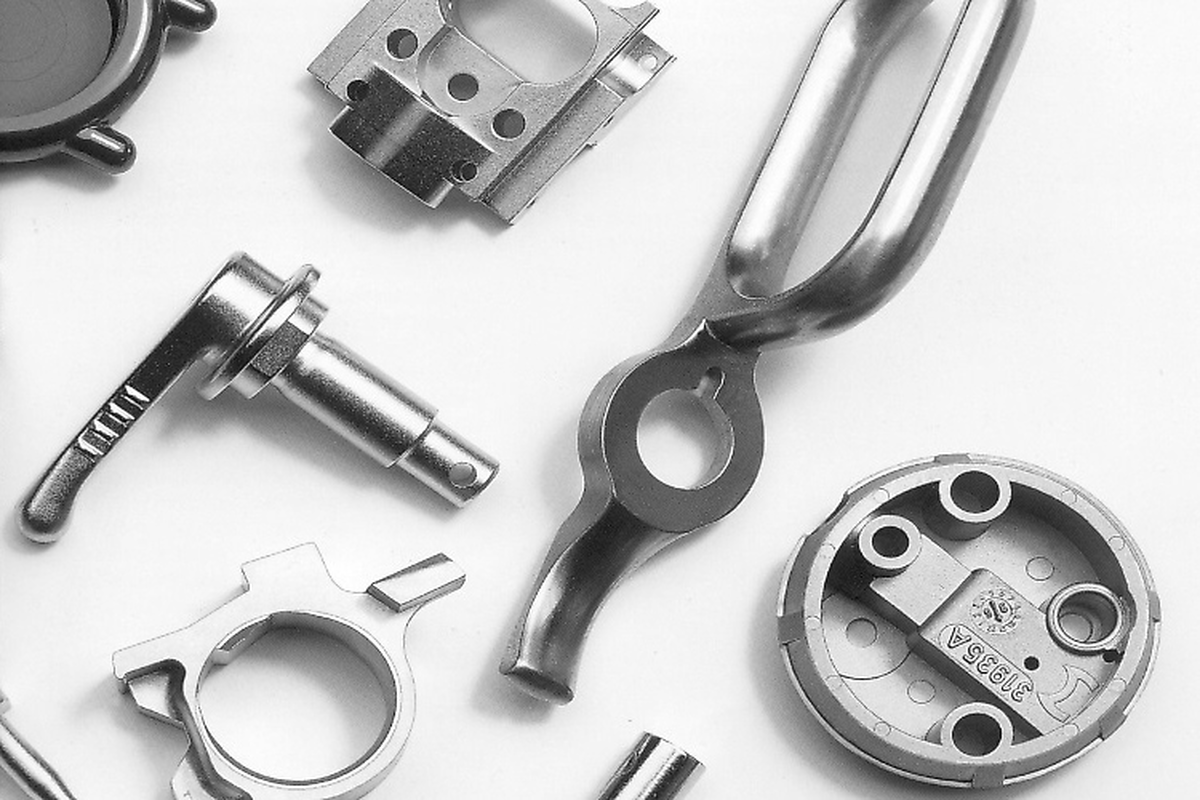
Exemplo de algumas peças metálicas acabadas produzidas por moldagem por injeção de metal
Este é o processo de remoção do aglutinante da parte verde. Pode ser obtido cataliticamente, onde o ligante é removido usando uma combinação de aditivos catalíticos, solventes e água, ou termicamente, que requer tratamento térmico sob atmosfera modificada em um forno ou forno. O método necessário depende do tipo de matéria-prima utilizada. Os componentes que passaram por esse processo são posteriormente chamados de peças “marrons”.
Dependendo do tipo de matéria-prima utilizada, pode ser necessário desvincular as peças quimicamente e termicamente. O processo químico removerá a maior parte do aglutinante, enquanto o processo térmico remove o aglutinante residual, também conhecido como “ligante de espinha dorsal”. Este processo é muitas vezes referido como “desvinculação de resto”.
Carbolite Gero pode fornecer fornos e fornos adequados para aplicações catalíticas ou térmicas.
Este é o processo de tratamento térmico de componentes de Moldagem por Injeção de Metal (MIM) que primeiro foram submetidos ao processo de desvinculação (peças marrons). O objetivo da sinterização é alterar a microestrutura interna dos componentes para melhorar sua densidade geral e, finalmente, a resistência. Isso é conseguido aquecendo as peças metálicas em um forno ou forno sob atmosfera inerte a aproximadamente 20% abaixo do ponto de fusão do metal, permitindo que os átomos se difundam através da microestrutura e se fundam em uma formação mais densa. Durante a sinterização, as peças metálicas sofrerão algum encolhimento, com redução de 15 a 22% no tamanho, dependendo do metal utilizado e da densidade final da peça.
Os perfis de temperatura, a atmosfera e a uniformidade de temperatura dentro do forno durante a desvinculação e a sinterização devem ser controlados com muita precisão para evitar distorções e a formação de rachaduras e bolhas. A atmosfera inerte ou redutora também é importante para evitar a oxidação das peças.
O aglutinante principal é mostrado em azul e pode ser removido cataliticamente.
O fichário de backbone é mostrado em verde. Ele só pode ser removido termicamente entre 300°C e 600°C em um forno ou estufa. Este processo é muitas vezes realizado em pressão parcial, o que reduz a temperatura devido à pressão adicional exercida pelo aglutinante de espinha dorsal vaporizado.
A remoção do ligante catalítico pode ser realizada dentro do forno EBO da Carbolite Gero.
O ácido nítrico (HNO3) é evaporado e transportado ao redor do forno por um fluxo de nitrogênio, onde passa sobre as partes verdes.
O ácido nítrico quebra o aglutinante principal, criando formaldeído (CH2O), que é gasoso e explosivo em concentrações entre 7%-73%. O fluxo de gás direciona o formaldeído para a saída de gás do forno, onde é então queimado com segurança usando um pós-combustor de tocha ativo.
Exemplo
Partes verdes após desvinculação catalítica (esquerda): Diâmetro: 27,86 mm / Massa: 11,89 g
Partes verdes após sinterização total (direita): Diâmetro: 24 mm / Massa: 11,71 g
➔ Redução total da massa após a desvinculação em repouso: 1,5%
A matéria-prima é injetada no molde e moldada na forma desejada. O fichário é destacado em azul e verde.
Neste ponto, a parte MIM é referida como a “parte verde”.
Durante a desvinculação catalítica/química, o ligante principal (azul) é removido, restando apenas o ligante principal (verde), que deve ser removido termicamente em um forno.
Durante o processo de desvinculação restante, o aglutinante do backbone (verde) é removido e a parte MIM é agora chamada de “parte marrom”.
Para aumentar a densidade e a resistência da peça, ela deve agora ser sinterizada. Neste ponto, as partículas já estão começando a se difundir e aderir umas às outras.
Durante o processo de sinterização, os átomos dentro da peça MIM se difundem pela estrutura e se fundem, aumentando a densidade geral da peça.
Durante a sinterização em um forno, a microestrutura da parte MIM é visivelmente mais densa, com menos lacunas entre os átomos. O processo de sinterização resulta em algum encolhimento, com algumas peças apresentando até 22% de redução no tamanho. Esta é uma parte normal do processo de Moldagem por Injeção de Metal (MIM) e deve ser considerada durante o projeto inicial dos moldes.
A Carbolite Gero oferece duas soluções principais de várias etapas para o tratamento térmico de componentes de moldagem por injeção de metal (MIM).
A primeira opção é uma combinação do forno EBO 120 e do forno HTK 120. A remoção catalítica do ligante é realizada no EBO, enquanto a desvinculação térmica e a sinterização podem ser realizadas dentro do HTK.
O principal benefício desta solução é que todo o processo pode ser realizado utilizando apenas dois fornos. É importante notar que, embora inicialmente mais econômico, remover o ligante pode ser uma aplicação suja que pode contaminar e danificar a câmara de molibdênio ou tungstênio do forno HTK ao longo do tempo.
No entanto, usando um forno HTK para remoção de ligante e sinterização, é possível desligá-lo em uma atmosfera de hidrogênio sob pressão parcial. Isso não é possível ao usar o forno GLO.
Exemplo:
Observe: Os tempos de ciclo indicados são valores típicos para um processo específico. Os tempos de ciclo variam dependendo das aplicações individuais e dos requisitos do cliente.
A segunda opção é uma combinação do EBO 120, GLO 260 e HTK 120. A remoção catalítica do ligante é realizada no EBO, a remoção térmica do ligante no GLO e a sinterização no forno HTK.
Embora esta solução incorpore um forno adicional no processo, no geral pode ser uma solução mais econômica, pois a construção do forno de sinterização HTK é protegida contra contaminação, reduzindo assim os custos de manutenção.
Exemplo:
Observe: Os tempos de ciclo indicados são valores típicos para um processo específico. Os tempos de ciclo variam dependendo das aplicações individuais e dos requisitos do cliente.
A fim de alcançar as melhores condições possíveis para remover o ligante dos componentes do MIM, o fluxo de gás precisa ser contínuo e turbulento para permitir que ele alcance todas as amostras colocadas dentro do forno. A turbulência auxilia na remoção do ligante das partes verdes durante a aplicação.
A Carbolite Gero trabalhou em estreita colaboração com instituições acadêmicas para realizar simulações de CFD (Dinâmica de Fluidos Computacional) para testar e melhorar o fluxo de gás dentro das câmaras do forno normalmente usadas para aplicações de Moldagem por Injeção de Metal (MIM).
A uniformidade de temperatura é o desvio máximo de temperatura dentro do volume utilizável da câmara do forno. Por exemplo, se o forno estiver ajustado para 600°C e tiver uma uniformidade de temperatura declarada de ±5°C, então a temperatura dentro do volume utilizável não poderá se desviar abaixo de 595°C ou acima de 605°C.
A uniformidade da temperatura é crucial durante a sinterização de componentes de Moldagem por Injeção de Metal (MIM) em um forno, pois o objetivo é garantir que todas as peças tenham uma quantidade igual de contração e densidade.
Os fornos Carbolite Gero estão disponíveis com várias zonas aquecidas para garantir que a temperatura dentro da câmara seja consistente.
Fórmula para cálculo da uniformidade de temperatura:
A linha de fornos HTK da Carbolite Gero foi projetada especificamente para otimizar processos de tratamento térmico de moldagem por injeção de metal em larga escala. Por exemplo, a retorta HTK120 permite que o operador carregue até três pilhas de amostras, cada uma compreendendo 20 bandejas (380 x 240 x 0,5 mm de tamanho). A distância entre as bandejas pode ser ajustada para acomodar a geometria de uma ampla variedade de amostras.
O design e a configuração das estantes permitem que o gás flua através de cada camada e em torno de cada parte MIM colocada no interior. Para isso, quatro difusores especiais de entrada de gás direcionam o fluxo horizontalmente através das camadas de estantes. Cada entrada é conectada a um fluxo de gás separado, cuja taxa pode ser ajustada individualmente para maximizar o desempenho, dependendo dos requisitos individuais.
Uma placa de saída de gás especial é instalada para garantir que o gás seja distribuído uniformemente por todo o volume da câmara de retorta do forno e não apenas pelo centro.
Uma variedade de controladores e programadores de tela sensível ao toque está disponível, permitindo que os operadores insiram facilmente os programas de tratamento térmico. Além disso, programas predefinidos para (repouso) desvinculação e sinterização de alguns dos materiais mais usados (316-L, CrMo4, 8620 etc) estão disponíveis como configuração padrão no software do controlador. As configurações para outros materiais podem ser habilitadas, após consulta com Carbolite Gero.
Os produtos e serviços da Carbolite Gero estão disponíveis por meio de uma rede global de empresas filhas e distribuidores totalmente treinados. Nossa equipe ficará feliz em ajudar com qualquer dúvida que você possa ter.
Entre em contato conosco para uma consulta gratuita e fale com um especialista em produtos para encontrar a solução mais adequada às suas necessidades de aplicação!
Além dos fornos Carbolite Gero para tratamento térmico, as outras linhas de produtos da Verder Scientific oferecem soluções adicionais para todo o processo de moldagem por injeção de metal, bem como tecnologias de manufatura aditiva em geral:
Existem duas etapas na Moldagem por Injeção de Metal (MIM) que requerem um forno: Desvinculação para remover o ligante da parte verde e sinterização para melhorar a densidade geral e a resistência da parte metálica.
Dependendo da aplicação individual, normalmente são necessários dois ou três sistemas de forno. Um para remoção catalítica do aglutinante e depois um ou dois fornos para desvinculação térmica e sinterização.
Os fornos Carbolite Gero projetados para processos de moldagem por injeção de metal apresentam benefícios como baixo consumo de energia, registro de dados, interface de controlador de tela sensível ao toque e fácil manuseio do aglutinante de resíduos sem a necessidade de armadilhas de condensado. Nossos fornos para remoção de ligante catalítico são aquecidos a água, evitando qualquer condensação de ácido nítrico dentro da unidade; nossos cassetes de aquecimento de alta estabilidade garantem que os processos de desvinculação e sinterização possam funcionar 24 horas por dia, 7 dias por semana.
Sim, pressão parcial com Ar, N2 ou H2 é possível em um forno. A pressão pode ser ajustada no software do controlador entre 100 – 1000 mbar. O ângulo de abertura de uma válvula pneumática é ajustado para garantir que a pressão dentro do recipiente do forno seja mantida em um nível constante. Para o modo de pressão parcial de hidrogênio, todos os padrões de segurança exigidos são aplicados e certificados pela TÜV.
A excelente uniformidade de temperatura dentro dos fornos da Carbolite Gero projetados para Moldagem por Injeção de Metal é alcançada usando um arranjo simétrico de elementos de aquecimento, múltiplas zonas de aquecimento e uma retorta selada para conter a atmosfera modificada. A retorta também protege o forno de qualquer aglutinante que possa condensar durante o processo.
Dependendo do tamanho do forno de moldagem por injeção de metal, ao processar usando pressão parcial, o aglutinante é manuseado por armadilhas de condensado para fornos menores ou por dissolução do aglutinante em óleo. Este último é extremamente vantajoso para unidades maiores, pois o esforço de manutenção é drasticamente reduzido em comparação com os purgadores de condensado.
A Carbolite Gero oferece uma gama de fornos de diferentes tamanhos para desvinculação catalítica e térmica, bem como sinterização em processos de moldagem por injeção de metal. Sistemas de manuseio manual personalizados podem ser fornecidos para transferir peças entre os diferentes fornos, mediante solicitação.
O titânio pode ser sinterizado em uma atmosfera de argônio puro ou sob alto vácuo. A ampla experiência da Carbolite Gero em tecnologia de vácuo nos permite fornecer sistemas de forno com as menores taxas de vazamento, portanto, as mais altas capacidades de vácuo. Dependendo dos requisitos, podemos equipar os sistemas com acessórios adequados de bomba de vácuo.
 Informação de conhecimento")
 Forno de Extração - GLO")
 Forno de sinterização - HTK")





")





















